厂家直销―减少中间商环节
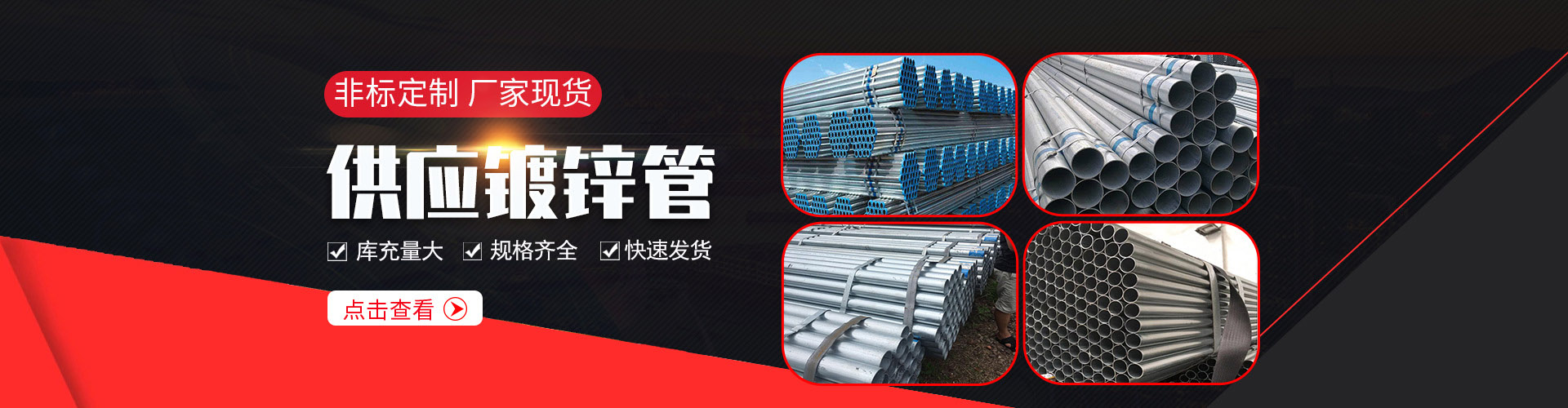
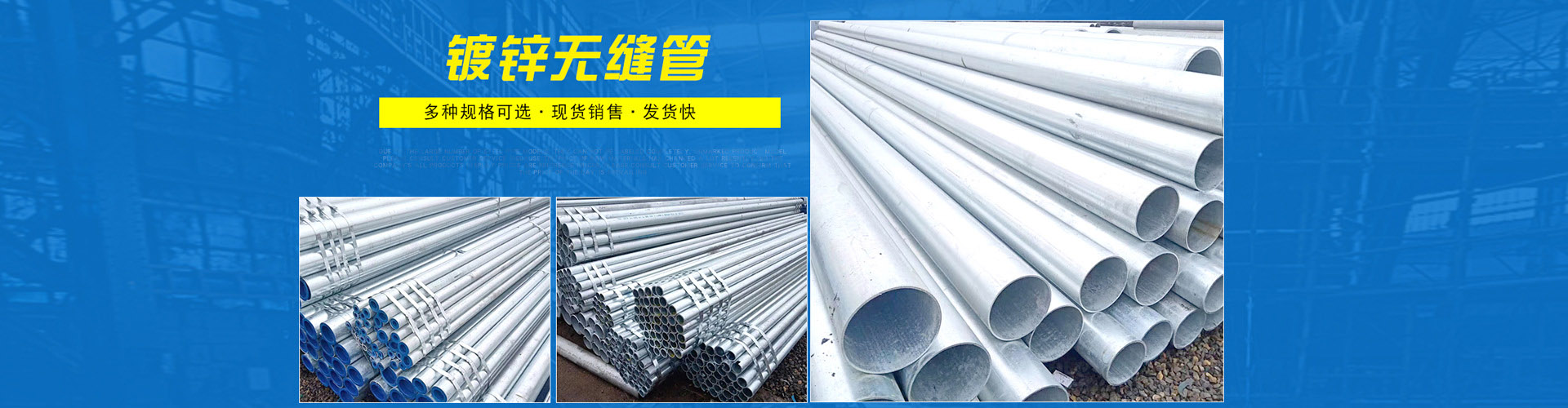
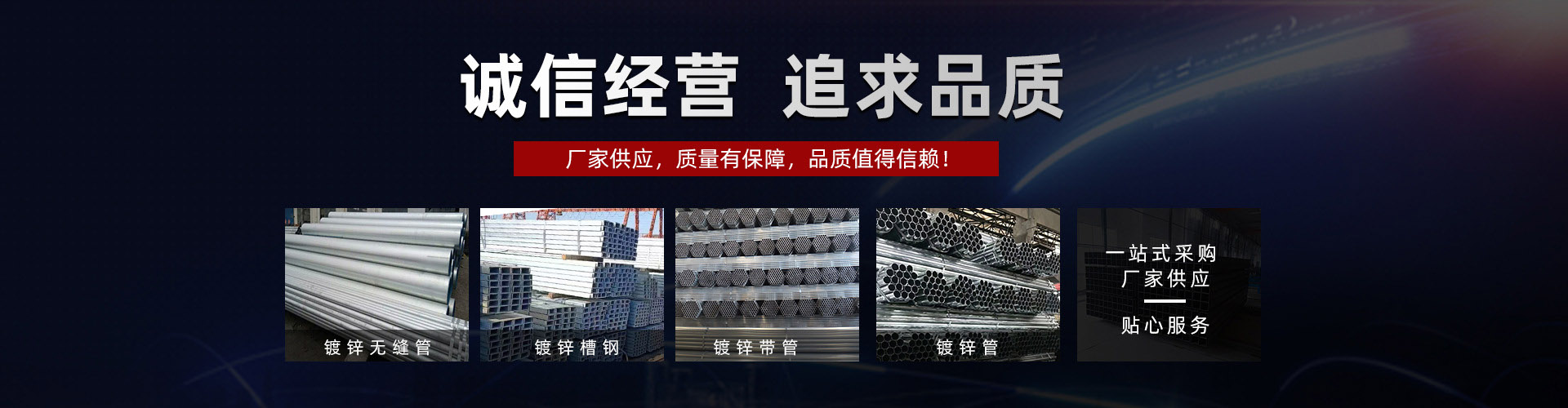
专业销售镀锌钢管、镀锌无缝钢管等
全国服务热线:
18978088787
0772-2151324
厂家直销―减少中间商环节
专业销售镀锌钢管、镀锌无缝钢管等
全国服务热线:
18978088787
0772-2151324

 咨询热线: 18978088787-0772-2151324
咨询热线: 18978088787-0772-2151324

联系人:
季经理
电话:
18978088787
电话:
0772-2151324

地址:
广西省柳州市柳北区红卫钢材市场西区5号